What is Grinding
Here’s some basic knowledge about grinding and TDC ‘s grinding examples.
What is grinding
“Grinding is performed as a process after” cutting “such as lathe and milling.
Grinding is a process of scraping the surface of a product using a grindstone, so it can be regarded as one of the cutting processes. There are various methods such as “surface grinding”, “inner surface grinding”, and “cylindrical grinding”, all of which enable removal processing with high dimensional accuracy. Another feature is that even extremely hard products such as hardened steel, cemented carbide and ceramics can be processed efficiently. On the other hand, there are also disadvantages such as it takes time to change the shape and remove the removal allowance.
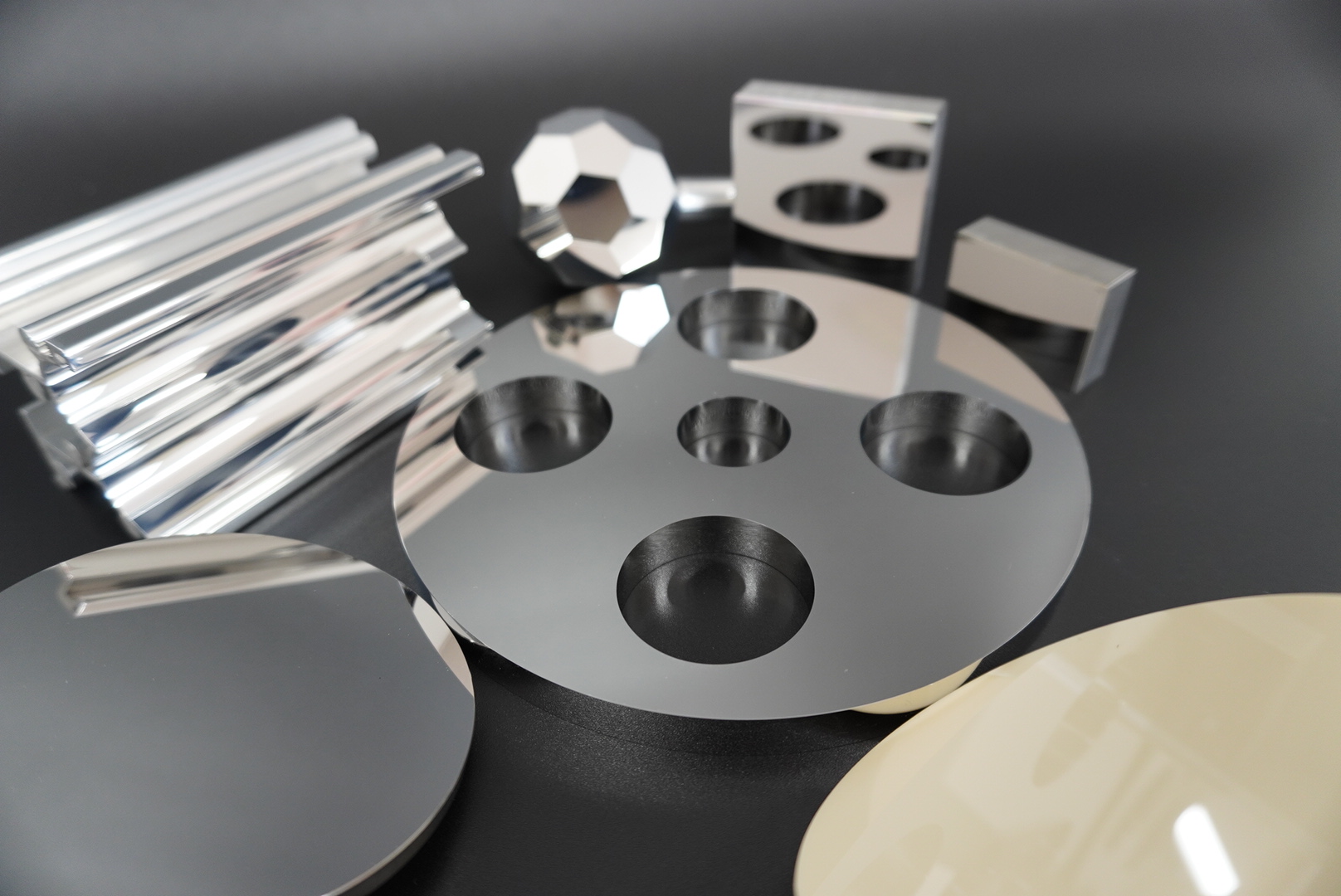
TDC’s Grinding
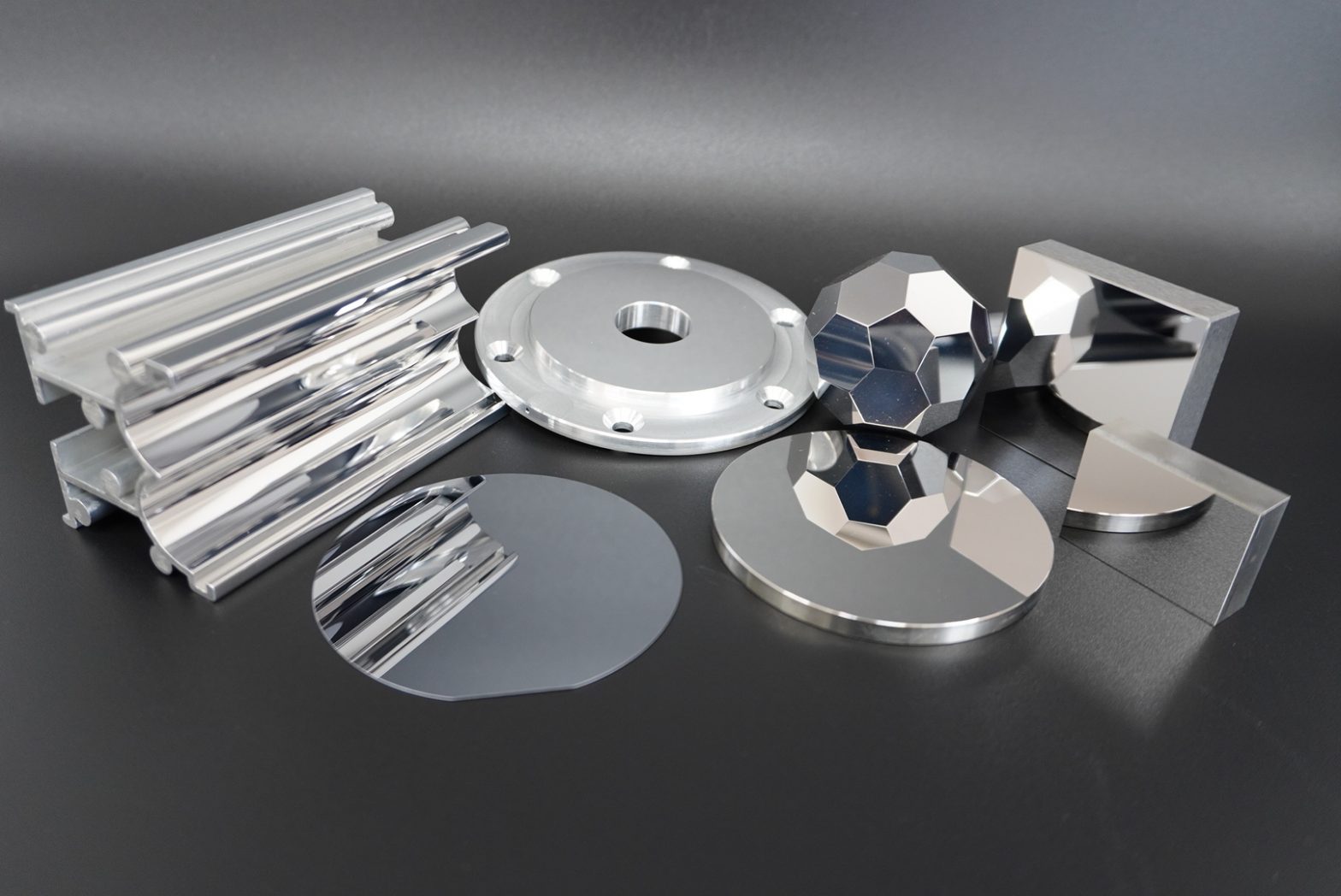
Accumulating our unique know-how, we have established the world-class polishing processing techniques in the field of ultra-precise lapping/polishing. TDC offers one-stop shopping for complex parts and components requiring machining, grinding, lapping, and polishing applied to various shapes and materials.
- Flexibility to work with our customers from prototypes and R&D to full production.
- Offering one-stop shopping for all processing such as machining and shaping, lapping, polishing.
- Applying wide variety of materials from soft resin to hard sapphire.
What we can do with grinding
“We have a track record of surface plate production, surface plate correction processing, shape cutting processing, etc.
Materials
| Metals | Stainless Steel / Superalloy / Copper / Titanium / Aluminum / Molybdenum / Tungsten/ Nickel / Tantalum etc. |
| Ceramics | Al2O3 / ZrO2 / SiC / Si3N4 / SiO2, Also Coating and Plating are acceptable. |
| Crystalline Material | BK7/ Crystal/ PYREX/ Quartz / Si/ SiC /GaN/ Sapphire |
| Resin | Engineering Plastics / PEEK/ PMMA /PEFE |
Processing Achievement
| Thickness Tolerance | ±0.1 um |
| Dimension Position Accuracy |
±0.5 um |
| Perpendicularity | 0.5 um |
| Parallelism | 0.1 um |
| Flatness | 0.1 um |
| Surface Roughness | Ra0.01 um |
| Straightness | 1 um |
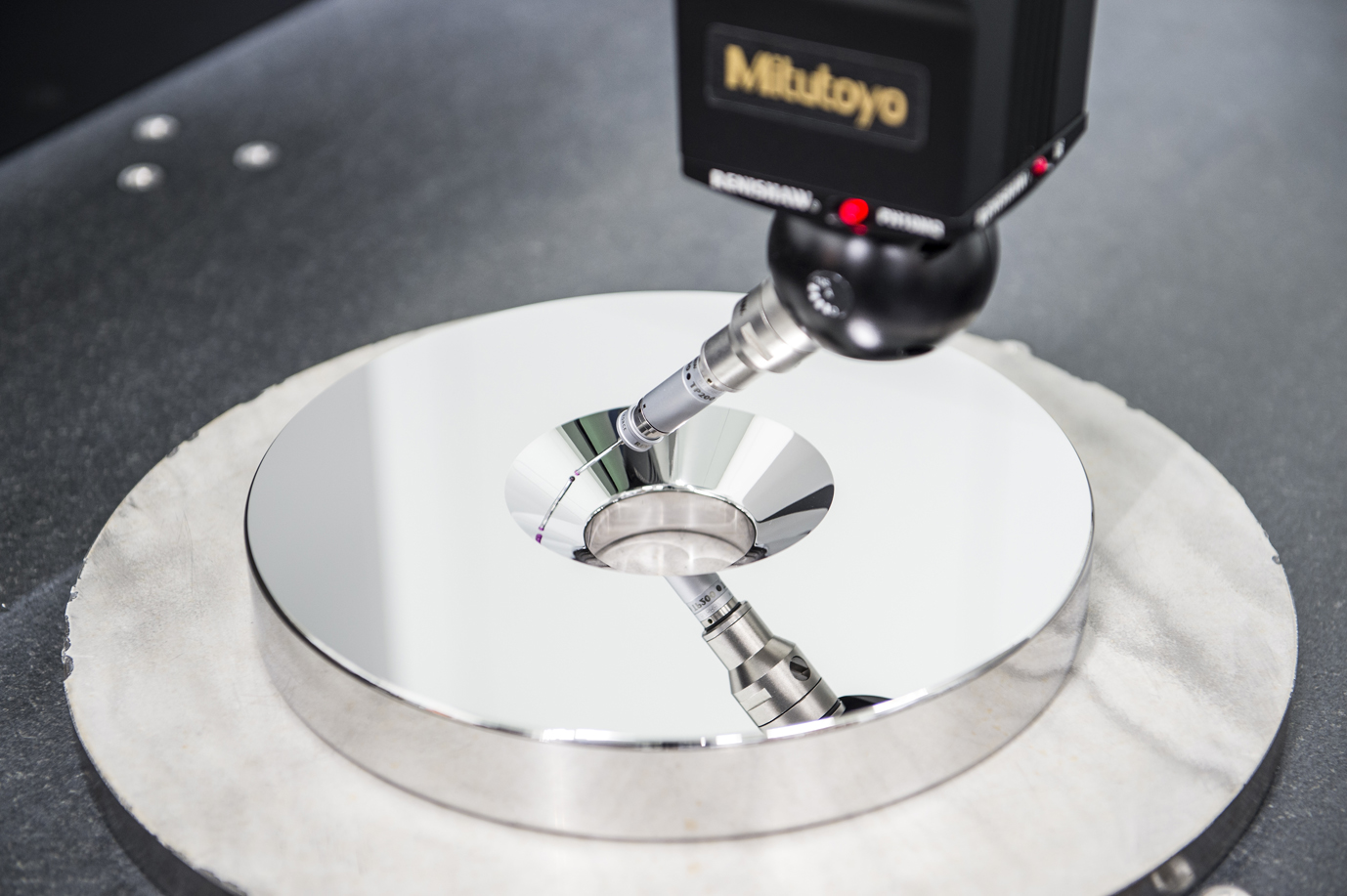
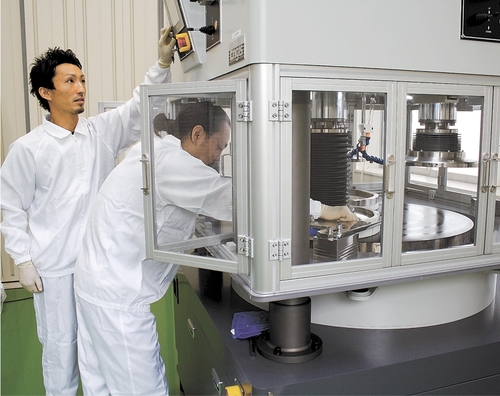
Processing Facility
Processing accuracy that can be achieved by combined processing of cutting, grinding, and polishing
Production Capability
| Equipment | Size | Quantity |
| Machining Center | 400×200 | 2 |
| Milling Machine | 250×1,000 | 3 |
| Lathe | φ80 | 2 |
| Lathe | φ65 | 1 |
| Lathe | φ100 | 1 |
| Lathe | φ180 | 1 |
Flat surface Grinding Machine
(MAX 1500mm)
| Equipment | Size | Quantity |
| Nagase | 1500×600 | 1 |
| Okamoto | 600×300 | 1 |
| Okamoto | 600×400 | 1 |
| Okamoto | 600×500 | 1 |
| Sanshin’s Rotary Polishing | φ750 | 2 |
Slicing Machine
| Equipment | Size | Quantity |
| Okamoto 420 | 200×350 | 3 |
| Okamoto 3G | 200×350 | 2 |
with nano-level precision polishing.
and production from single units to mass production.
Processing methods, processing principles, and grinding wheels for grinding
The grinding wheel used for grinding has a structure of “abrasive grains”, “binder” and “pores”.
- Abrasive
Fine, hard particles used for polishing and grinding. Each grain has a role like a knife and cuts the object to be processed. When the abrasive grains can no longer be scraped off, they fall off and new abrasive grains come out. - Binder
It is a holder that holds abrasive grains, and controls polishing and grinding performance depending on the type and blending amount. - Stomata
The gaps between abrasive grains are called pores. Shavings enter during processing, but most of them are expelled by the centrifugal force of rotation.
Abrasive grains (grinding stones), each of which has a role as a blade, make small cuts in the product to sharpen it, enabling surface treatment with extremely high dimensional accuracy.
Hard materials such as diamond wheels, GC grindstones, and WA grindstones are used for the grindstones used, making it possible to process hard materials that are difficult to cut.
Type of grinding
surface grinding machine
Due to the structure of the surface grinding machine, there are various polishing methods depending on the product and how the grindstone is applied, such as “vertical axis type” with a vertical spindle, “horizontal axis type” parallel to the main axis, and “variable type”.
In either method, the attached grindstone is rotated at high speed to polish the product fixed to the grinding machine from various directions. In addition, since the outer circumference of the grindstone is used, the processing method is not related to the size of the target.
Honing
Honing can perform grinding with higher precision than internal grinders.
In the honing process, a cylindrical tool with a grindstone attached is rotated and reciprocated by hydraulic pressure and other forces.
Surface roughness, roundness, and cylindricity can be maintained as they were before processing.
Internal grinding machine
Internal grinding is the method used to grind the inside of a hole of products.
It is divided into a normal type in which the target product and the grindstone rotate, and a planetary type in which the grindstone rotates in the product.
The feature is that the smaller the grinding tool used, the more it can be machined even with a diameter of several millimeters. On the other hand, since the grindstone rotates at high speed, it is necessary to use a tool that meets certain standards.
Cylindrical grinding machine
Cylindrical grinding is one of the methods adopted after lathe processing, also called a cylinder, and refers to the processing of cutting the outer diameter of a round product.
The purpose is to reduce the thickness of the object to be processed. Generally, a cylindrical grinding machine has a mechanism in which a product is fixed and rotated by a work spindle and a tailstock center, and at the same time, a grindstone is also rotated to grind. There is also a coreless grinding machine (centerless grinding) that is mainly used for machining thin pipes and pins and has no spindle.
>>Cylindrical grinding/cylindrical polishing
Machining types of cylindrical grinders
Cylindrical grinders are divided into the following two types of grinding methods, depending on how the grindstone is used during processing.
- traverse grinding
Traverse grinding is a method of grinding by moving the grindstone parallel to the workpiece. This grinding method is mainly used for long workpieces. - plunge grinding
- Plunge grinding is a method of scraping by contacting the grindstone perpendicularly to the workpiece. It is mainly used for large diameter items that require a large grinding area.
For a more detailed explanation of cylindrical grinding, please check the “Cylindrical Grinding/Cylindrical Polishing” page.
centerless grinding
In this method, the outer circumference is ground by fixing the cylindrical workpiece and fixing it between the rotating regulating wheel and the grinding wheel.
Since the object can be evenly supported, the work can be finished evenly with less deflection. This is one of the grinding methods that is useful even in mass production.
profile grinding
This is a processing method in which a projection is projected on the workpiece in advance, and grinding is performed according to the projection by program control or manually.
It is possible to finish irregular shapes such as straight lines and curves with high precision, and diamond wheels and CBN wheels dedicated to profiles are used.
electrolytic grinding
It is a grinding method that is performed in an electrolytic solution, and it is a method that performs processing along the shape of the electrode by passing a positive and negative power supply through the electrode.
Unlike the method of physically grinding the workpiece, it has the feature of high processing speed.
gear grinding
Gear grinding is a processing method that uses a grindstone that rotates at high speed to cut gears. The whetstones used are disc-shaped and screw-shaped.
Gear grinding is generally used as a finishing process for gears created by cutting.
cutting
Grinding is sometimes used to cut hard materials such as metals and large cylinders that are difficult to process with blades.
Advantages and disadvantages of grinding
Grinding has the following characteristics (advantages and disadvantages).
Advantages of grinding
The advantages of grinding are as follows.
- It is possible to achieve extremely high dimensional accuracy in microns.
- Chips are small because each cutting edge is small and machining is performed at high speed.
- you get a smooth surface
- Can cut metals such as carbide materials and difficult-to-cut materials that are difficult to cut by cutting
- Materials such as ceramics can be processed
- Machining efficiency is good because it is several times to several tens of times faster than cutting.
Grinding can be removed in micron units, so it is a great advantage that high-precision processing is possible.
In general, grinding uses abrasive grains that have a “self-generating action” in which the grains come out one after another. Even if the abrasive blade is chipped, it maintains a certain level of sharpness, so it can be used to process carbide and difficult-to-cut materials.
Disadvantages of grinding
On the other hand, grinding has the following disadvantages.
- It is not possible to handle complicated shapes on the processed surface
- Cracks may occur due to the high temperature of the cutting point.
- Processing takes time
Since grinding is a fine removal work, it has the disadvantage of not being able to handle complicated shapes.
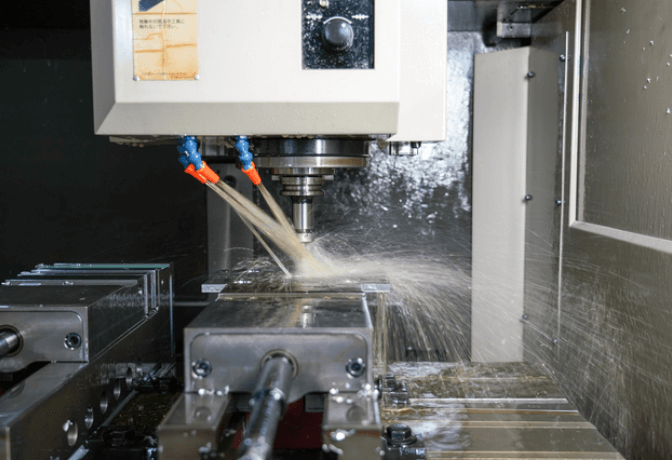
In addition, since frictional heat during processing can exceed 1000°C, there is a high possibility that cracks will occur, so it is common to perform processing while cooling with “grinding fluid” during grinding. target.
The disadvantage is that it takes time to process, so grinding is often used as a post-process after cutting.
Points to note when grinding
- Shedding
phenomenon in which the abrasive grains of the binder fall off more than necessary. In addition to the deterioration of the surface finish, the wear of the whetstone is also accelerated. - Glazing
A phenomenon in which sharp parts of abrasive grains are scraped off and become flat, making grinding impossible. Blinding causes the friction surface to widen, and “grinding burn” may also occur. Abrasive grains are returned by a conical device called a diamond dresser. - Loading
Cutting chips clog the pores of the grindstone, resulting in poor sharpness. This phenomenon is likely to occur when grinding soft metals such as aluminum and copper. Use a diamond dresser to restore sharpness in the same way as blindness. - Grinding burn
Friction occurs between the workpiece and the grindstone, causing the temperature to rise and an oxidation reaction to occur. In addition to discoloration, it also causes deterioration of wear resistance.
Difference between grinding and polishing
Both are processed by scraping the surface, so they can be regarded as similar processing methods, but the processing methods themselves are very different.
Grinding is a method in which a disk-shaped grindstone is rotated at high speed, and when it comes into contact with the product, fine cuts are made and the surface is ground. On the other hand, polishing is a method in which abrasive grains are applied to polish the surface at a low speed. In a broad sense, they are all the same processing method, but there are differences in terms of the motion control method and the pressure control method.
Grinding service in TDC
Grinding is a machining method that requires you to select a machining method depending on the product to be machined.
TDC is familiar with each construction method and can propose the optimum processing method for products as well as grinding. TDC has accumulated unique technological development and know-how in various processing, and can handle all shapes. We can handle all the precision processing that our customers demand, so please feel free to contact us.
with nano-level precision polishing.
and production from single units to mass production.
Related page